引抜鋼管とは
鉄の塑性変形を利用した加工方法。 塑性変形とは、プレスで鉄の板を叩くとお椀の形ができるような性質。鉄のパイプも引き伸ばすことができます。 型(ダイス・プラグ)に沿って引抜くことで製造します。 引抜後は、外径内径は小さくなり肉厚が薄くなります。機械的性質として、引抜く前より固くなり伸びがでなくなります。
引抜鋼管の機械的性質
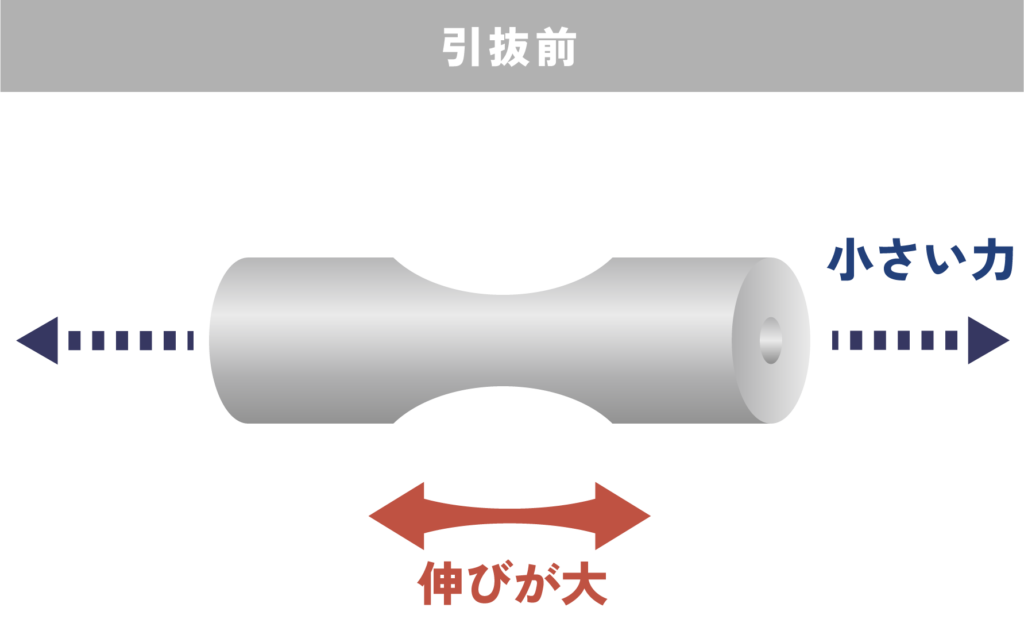
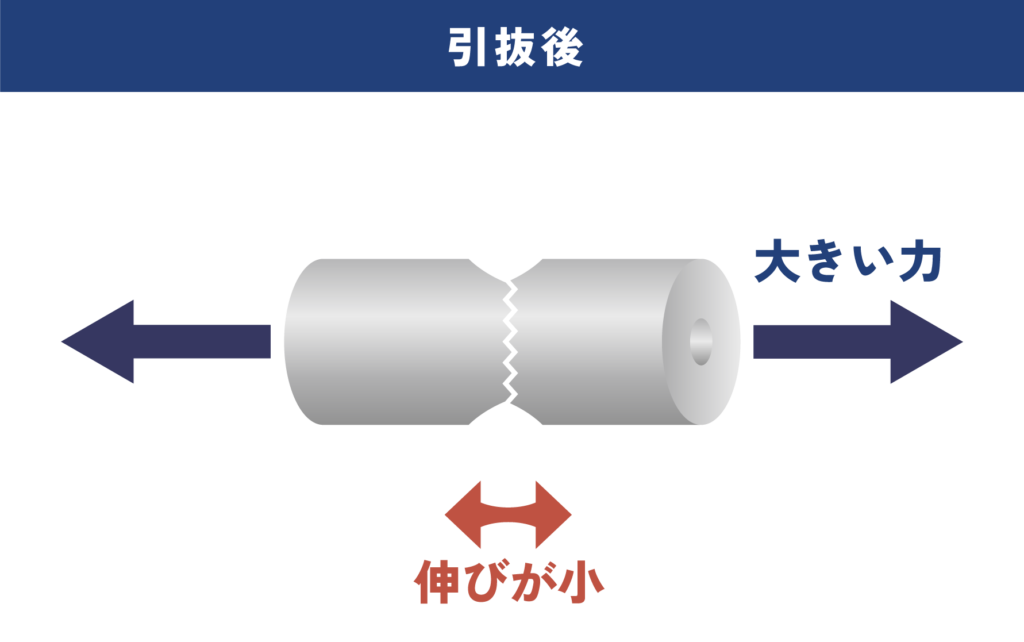
引抜後、引抜前より固くなり伸びが出なくなります。
しかし、焼鈍をかけることによって元の性質に戻ります。
例:STKM11A
| 引抜前 | 引抜後(リダクション30%) | |
| 引張強さ | 360N/mm² | 600N/mm² |
| 伸び | 55% | 15% |
引抜工程の流れ(概略)
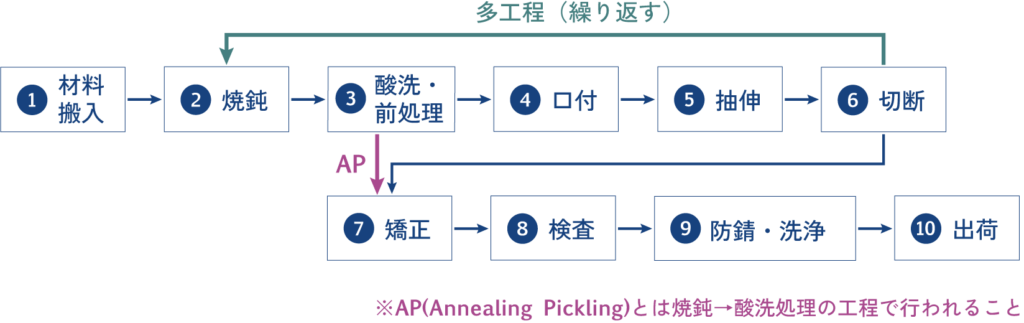
引抜鋼管の製造方法

材料搬入
厳選した原管を材料管置場へ搬入します。

焼鈍
550〜700℃の温度で再結晶化

酸洗・前処理
パイプに発生した錆・スケール等を酸で洗い落とし、ボンデ処理を行いパイプ表面の潤滑処理を行います。

口付(スウェージング加工)
引抜のため片端を絞ります。

抽伸
パイプの引抜作業。 注文内容の外径・内径寸法に引き抜きます。

切断
指定の長さに切断。 多工程の場合、②〜⑥の作業を数回繰り返します。
-1024x801.png)
矯正(仕上げ)
曲がり、歪を矯正 マイクロメーター・シリンダーゲージ・3点マイクロ等の測定器を使用する。

疵・割れの非破壊検査
渦流探傷機で、外内面の疵・割れを検査します。

防錆・洗浄
錆の発生を防ぐために塗油。同時に洗浄作業を行います。


出荷
お客様に出荷の確認をした後、検査合格した引抜鋼管を出荷します。
引抜鋼管の用途

車用
ショックアブソーバー ・エアーインテークマニュホールド・フロントフォーク・エアーバッグ

その他
コピーローラー ・チェン ・エアコン用中空シャフト・アンカーボルト ・油圧ホース等止め金・ベアリング
当社の引抜鋼管は、自動車のさまざまな部品に使用されています。 自動車分野以外にも、農業機械やオフィス機器・機密機器など、あらゆる業界への引抜鋼管をご提案をしています。
例: ブローチ加工は丸棒を素材としていました。 しかし引抜鋼管で、外内径公差や偏肉(≒同軸度)の精度を上げることによって、加工工程短縮(コストダウン)が可能となりお客様に喜んでいただくことができました。今では、他の同様品についても横展開で、当社の引抜鋼管を丸棒から転用していただいています。